Vプロセス鋳造
V process casting

Vプロセス鋳造の特徴
-
環境にやさしい
粘結剤を使用せず、産業廃棄物も少ない環境にやさしい鋳造法
-
滑らかな鋳肌
フィルム成形技術により、キレイで滑らかな鋳肌を実現
-
高精度
一般的な砂型鋳物より寸法精度が良い
-
大物鋳造
1枠50kg以上の大物アルミ合金鋳物がメイン
Vプロセスの鋳造条件
| 製品重量 | 10~200kg |
|---|---|
| 製品寸法 | φ600~φ1,600mm(高さ:~400mm) |
| 枠寸法(内のり) | 1,800×1,800×200mm/400mm |
| 生産ロット | 5~200個 |
| 対応素材 | AC4A、AC4B、AC4C、AC4CH、NS50(高靭性材)等 |
Vプロセスの鋳造事例
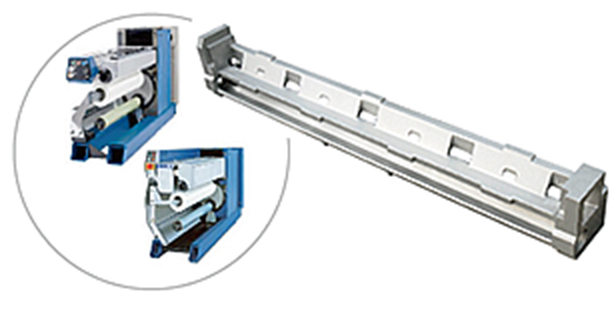
テックアップワインダーBOX
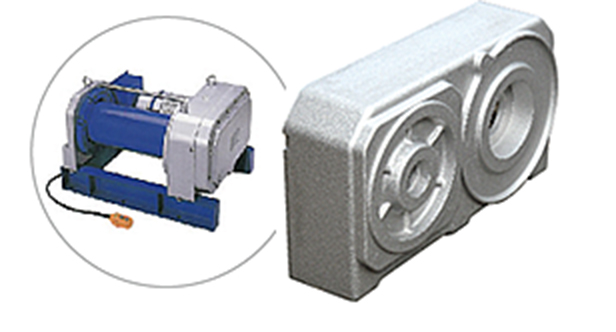
電動ウインチ
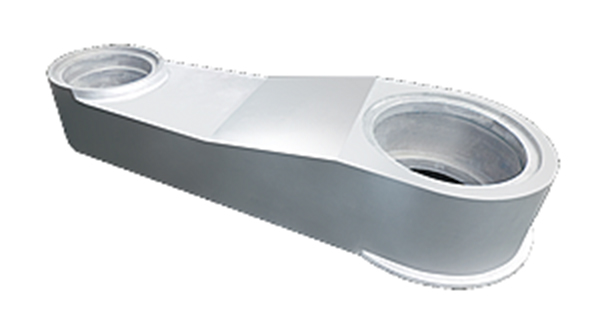
ロボットアーム(搬送設備)
Vプロセス鋳造の解説動画と手順
Vプロセス解説動画
Vプロセス鋳造の手順
01模型
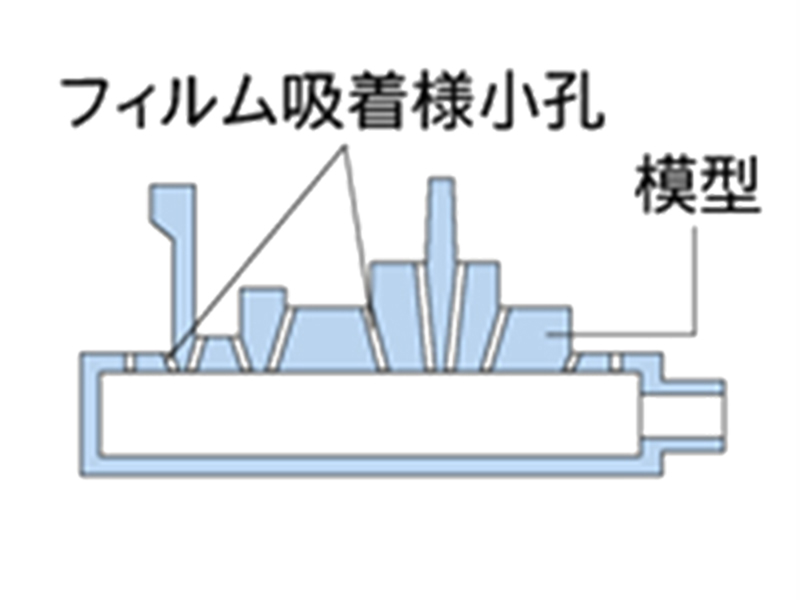
中空の定盤の上に模型を取り付けます。模型には中空室へ達する多数のフィルム吸着用小孔があけられています。
02フィルム加熱
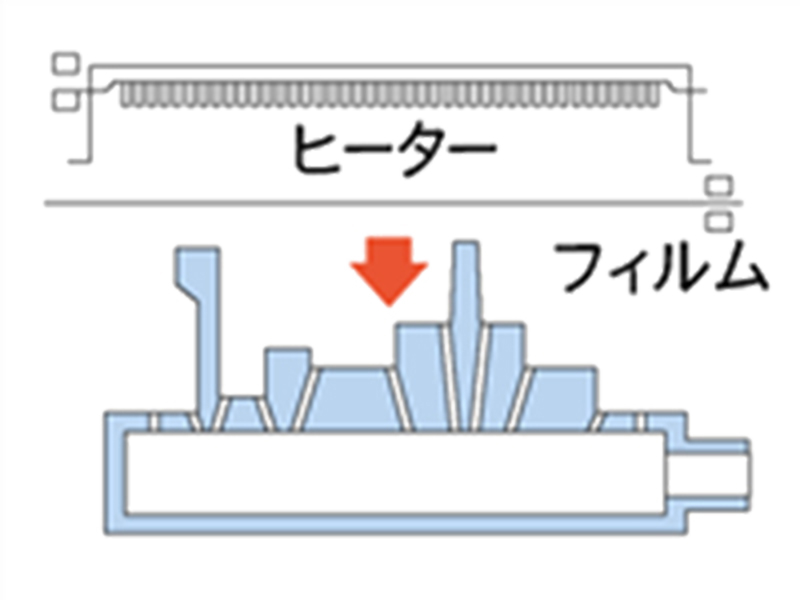
伸び率が大きく、かつ塑性変形率の高いプラスチックの薄いフィルムをヒーターにより加熱軟化させます。
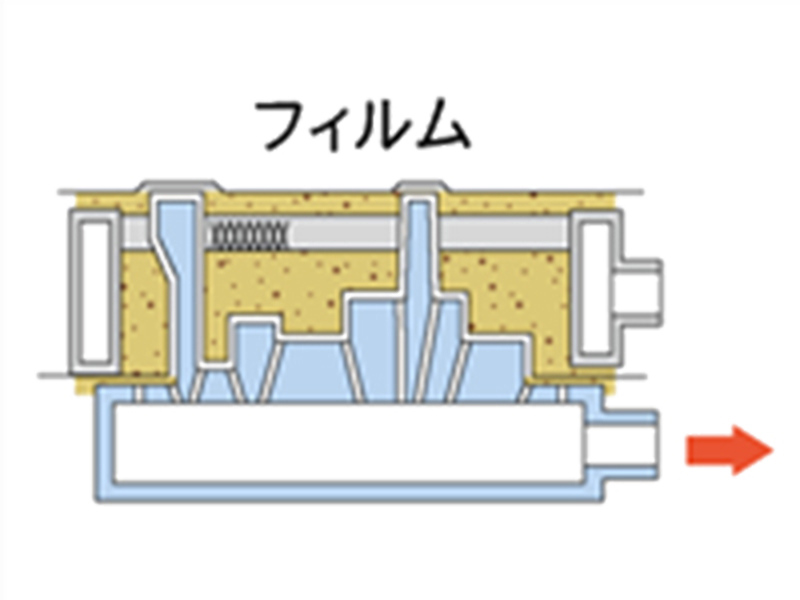
03フィルム成形
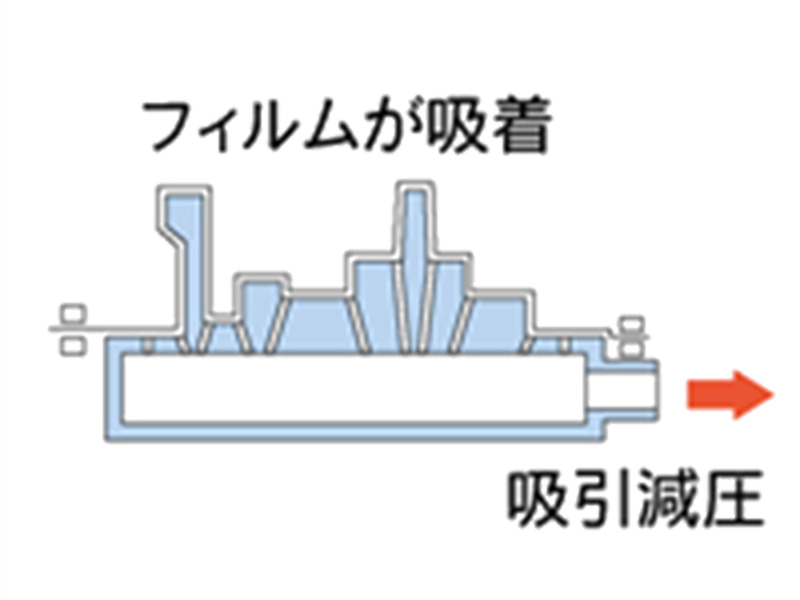
加熱軟化したフィルムを模型面に吸着します。
04枠のせ
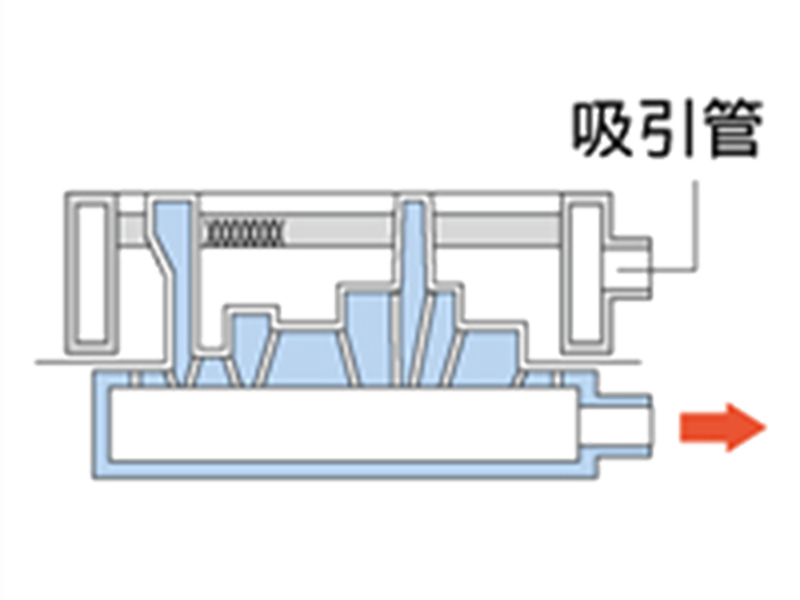
フィルムを吸着した模型に吸引管を内部に備えた枠をセットします。
05砂いれ
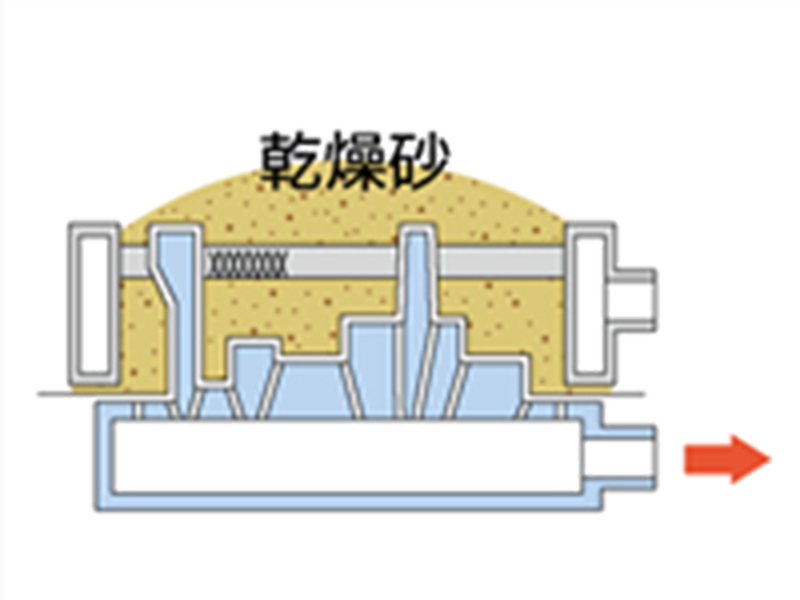
粒度調整された乾燥砂を、振動を加えながら充てんします。
06上面フィルム張り
砂面をならして上面をフィルムで覆います。
07鋳型吸引 型抜き
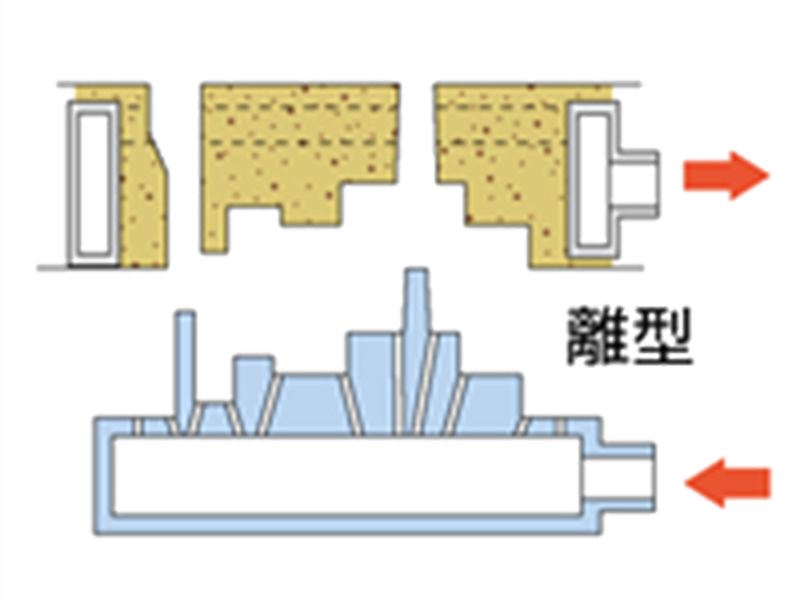
枠内を吸引減圧して鋳型を硬化します。模型の中空室に大気を導入してフィルムの吸着を解いたのち離型します。
08型合わせ 注湯
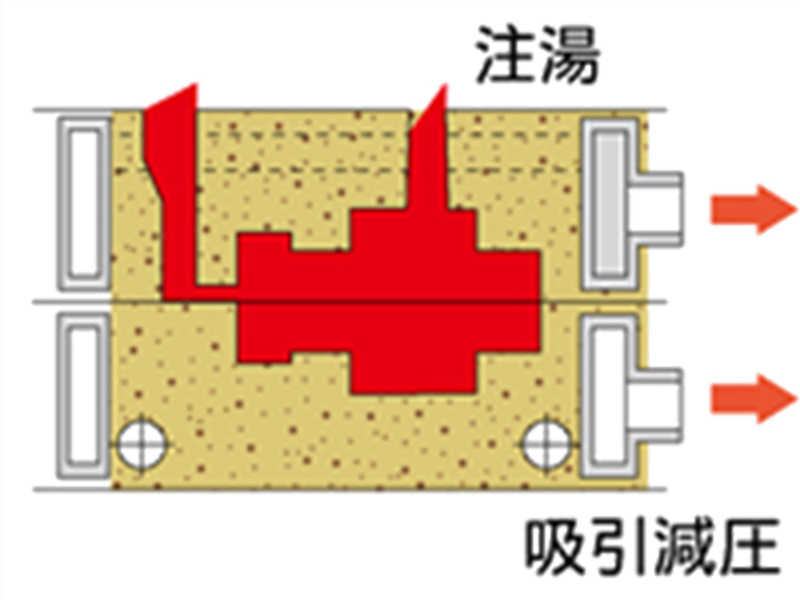
上型および下型を合わせて減圧状態で注湯します。
09ばらし
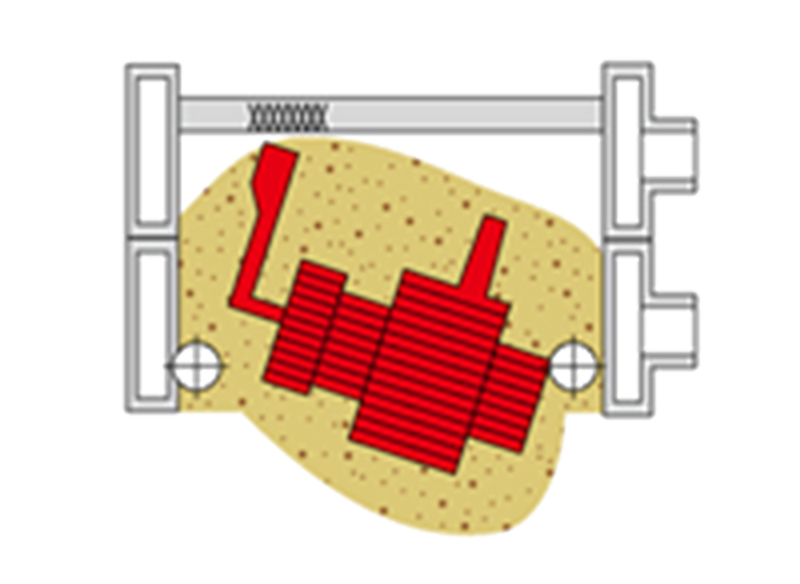
枠内を常圧に戻すと砂は流動状態に戻り、製品とともに落下します。砂は冷却し、再利用します。